
Co je Hot Melt Film a jak to funguje?
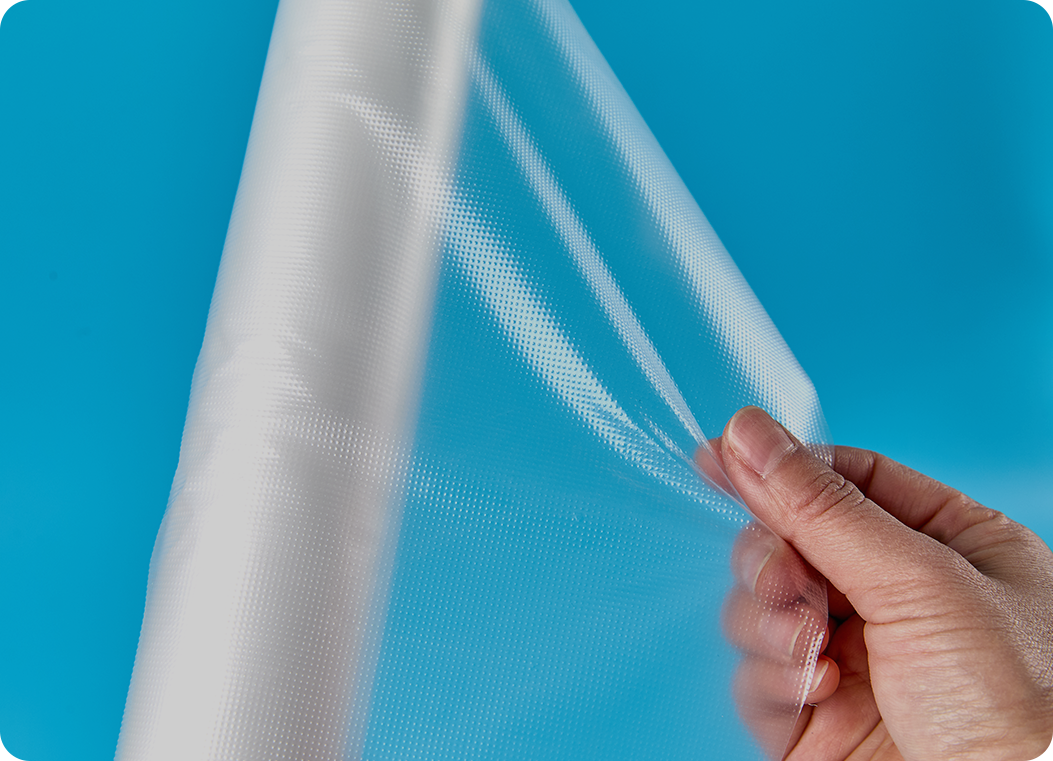
Tavná fólie je termoplastický adhezivní materiál zkonstruovaný do tenké, jednotné vrstvy, která spojuje dva substráty při působení tepla a tlaku. Na rozdíl od tekutých lepidel se dodává v pevné formě – obvykle jako role nebo arch – díky čemuž je manipulace čistá, snadno se skladuje a je vysoce konzistentní v tloušťce aplikace. Při zahřátí nad svou aktivační teplotu se fólie roztaví, zateče do povrchu materiálů, s nimiž přichází do styku, a po ochlazení vytvoří trvanlivý spoj.
Chemické složení jádra se liší v závislosti na zamýšleném použití. Mezi běžné základní polymery patří:
- Polyuretan (PU) — nabízí vynikající flexibilitu, odolnost proti vlhkosti a omyvatelnost, široce používané v textilu a obuvi
- Polyetylen (PE) — cenově výhodná varianta pro balení a aplikace lehkého lepení
- Ethylenvinylacetát (EVA) — dobrá lepivost a nízká aktivační teplota, vhodné pro lepení pěny a tkaniny
- Kopolyamid (CoPA) a kopolyester (CoPES) — vysoce výkonné možnosti pro náročná průmyslová prostředí vyžadující tepelnou odolnost nebo chemickou stabilitu
Aktivační teploty se obvykle pohybují od 80 °C až 180 °C v závislosti na složení a spojovací tlak je obvykle aplikován pomocí válečkových nebo lisovacích systémů. Nepřítomnost rozpouštědel je klíčovou výhodou – fólie z taveniny neprodukuje během zpracování žádné emise VOC, což podporuje čistší výrobní prostředí a zjednodušuje dodržování ekologických předpisů.

Tavná laminace: Proces, vybavení a klíčové parametry
Tavná laminace je proces použití horké taveniny pro spojení dvou nebo více vrstev materiálu do jediné kompozitní struktury. Je široce používán v průmyslových odvětvích včetně oděvů, automobilových interiérů, lékařského textilu, filtrace a technických netkaných textilií. Laminovaný produkt typicky kombinuje vlastnosti z každé vrstvy substrátu – například prodyšnost látky s nepromokavostí membrány nebo měkkost pěny se strukturální podporou tkaného podkladu.
Proces laminace zahrnuje tři hlavní fáze:
- Podávání a odvíjení filmu — fólie horké taveniny se odvine z role a vloží se mezi lepené substráty
- Topení a aktivace — fólie prochází vyhřívanou zónou (válce kalandru, plochý lis nebo infračervený ohřívač), která zvyšuje její teplotu nad bod tání
- Lepení a chlazení — Svěrné válečky přitlačují aktivovaný film mezi dva substráty a sestava se ochladí, aby se zpevnila vazba
Mezi kritické parametry procesu patří stejnoměrnost teploty, rychlost linky, tlak v mezeře a doba prodlevy. Odchylky v kterémkoli z těchto faktorů mohou vést k neúplnému spojení, delaminaci nebo poškození substrátu. Moderní laminovací linky často integrují řídicí systémy PLC, aby se udržely těsné tolerance napříč všemi parametry v reálném čase.
| Typ filmu | Typická teplota aktivace. | Společná aplikace | Klíčová vlastnost |
|---|---|---|---|
| PU Hot Melt Film | 100–140 °C | Sportovní oblečení, obuv, lékařský textil | Pružnost, omyvatelnost, prodyšnost |
| EVA Hot Melt Film | 80–120 °C | Pěnová laminace, balení | Nízká aktivační teplota, dobrá lepivost |
| CoPA Hot Melt Film | 130–170 °C | Automobilové, průmyslové kompozity | Vysoká tepelná odolnost, chemická stabilita |
| CoPES Hot Melt Film | 120–160 °C | Technické netkané textilie, filtrace | Rozměrová stálost, odolnost |
Hot Melt Film vs. jiné metody laminace
Tavná laminace soutěží s několika dalšími technologiemi lepení, z nichž každá má odlišné kompromisy. Pochopení toho, kde fólie z taveniny vyniká – a kde nikoli – pomáhá výrobcům činit informovaná rozhodnutí o materiálech a procesech.
vs. Flame Lamination
Laminace plamenem přímo roztaví povrch polyuretanové pěny a vytvoří spoj, čímž se eliminuje potřeba lepicí vrstvy. Je rychlý a levný, ale produkuje spalování s otevřeným plamenem, vytváří těkavé sloučeniny a nabízí omezenou kontrolu nad kvalitou spoje. Laminace folií horké taveniny zcela eliminuje spalování , takže je vhodný pro citlivé podklady, jako jsou membrány, elastické tkaniny a jemné netkané textilie, které by poškodil přímý plamen.
vs. Rozpouštědlové adhezivní laminování
Rozpouštědlová lepidla nabízejí silnou počáteční lepivost a dobré krytí, ale vyžadují sušicí tunely, systémy regenerace rozpouštědel a přísné kontroly ventilace. Představují také výzvy pro recyklovatelnost na konci životnosti. Fólie z horké taveniny nevyžaduje žádné sušení, žádnou regeneraci rozpouštědla a snižuje celkovou spotřebu energie o 20–40 % ve srovnatelných výrobních scénářích podle oborových benchmarků.
vs. Vodou ředitelná (vodná) adhezivní laminace
Vodou ředitelná lepidla jsou z hlediska životního prostředí výhodnější než rozpouštědla, ale stále vyžadují delší dobu schnutí a vytvrzování. Při vysokých rychlostech linky mohou mít potíže s dosažením konzistentní pevnosti spoje. Na rozdíl od toho se fólie z horké taveniny spojí ihned po ochlazení, což umožňuje rychlejší propustnost a inline kontrola kvality bez čekání na léčebné cykly.
Průmyslové aplikace tavné laminace
Všestrannost fólie z taveniny z ní činí základní materiál v mnoha odvětvích. Níže jsou uvedena hlavní průmyslová odvětví, která řídí poptávku:
- Oblečení a sportovní oblečení — PU tavná fólie se široce používá k laminování nepromokavých membrán (jako je PTFE nebo TPU) na svrchní látky, čímž se vytvářejí prodyšné oděvy odolné vůči povětrnostním vlivům. Nahrazuje také šité švy v aplikacích bezešvého lepení, snižuje hmotnost a zlepšuje vodotěsnost.
- Obuv — svršky bot, stélky a výztužné komponenty jsou spojeny pomocí tavné fólie, která nabízí přesnou kontrolu nad šířkou spoje a vynikající odolnost vůči opakovanému ohýbání a praní.
- Automobilové interiéry — dveřní panely, obložení stropu, potahy sedadel a obložení kufru jsou laminovány pomocí fólií CoPA nebo CoPES, které odolávají vysokým teplotám a UV záření v interiérech vozidel po dobu životnosti 10 let.
- Lékařský a hygienický textil — sterilní roušky, chirurgické pláště a výrobky pro péči o rány se spoléhají na PU tavné fólie, které neobsahují rozpouštědla a jsou bezpečné pro kontakt s pokožkou, při zachování bariérové funkce.
- Filtrace a technické netkané textilie — tavná laminace spojuje filtrační membrány s podpůrnými vrstvami bez blokování pórů, zachovává proudění vzduchu a účinnost zachycování částic.
- Balení — Výrobci flexibilních obalů používají tavné fólie PE a EVA k výrobě vícevrstvých laminátů kombinující bariérové fólie, fólie a tiskové vrstvy.
Výběr správného tavného filmu: Klíčová kritéria hodnocení
Výběr správné tavné fólie pro aplikaci laminace vyžaduje přizpůsobení více parametrů produktu substrátu, požadavkům na konečné použití a výrobnímu prostředí. Mezi nejdůležitější kritéria patří:
- Kompatibilita aktivační teploty — fólie se musí aktivovat pod tepelnou tolerancí nejcitlivějšího substrátu. Pro jemné tkaniny nebo termoplastické membrány jsou preferovány nízkoaktivační EVA nebo měkké PU fólie.
- Tloušťka filmu (gsm / mikron) — tenčí vrstvy (15–30 g/m2) zachovávají omak textilií a zachovávají prodyšnost; silnější fólie (50–100 g/m2) poskytují větší strukturální pevnost spoje pro tuhé nebo polotuhé substráty.
- Pevnost v odlupování a pevnost ve smyku — specifikované v N/cm nebo N/25 mm, tyto hodnoty musí překročit mechanické namáhání, kterému bude lepený kompozit vystaven při použití, včetně tahových, odlupovacích a smykových sil.
- Odolnost proti praní a chemickému čištění — oděvní aplikace obvykle vyžadují testování praní podle ISO 6330 nebo EN ISO 15797; fólie si musí zachovat celistvost spoje po 20–50 pracích cyklech při specifikovaných teplotách.
- Otevřená doba — dobu, po kterou zůstane roztavený film po zahřátí slepitelný. Delší otevírací doby umožňují přesnější vyrovnání substrátu na pomalejších výrobních linkách.
- Dodržování předpisů — lékařské a potravinářské aplikace vyžadují fólie splňující normy REACH, RoHS nebo FDA; kupující by si měli vyžádat dokumentaci MSDS a zprávy o zkouškách třetích stran jako standardní postup.
Pro většinu průmyslových kupujících vyžádání vzorků filmů a provádění zkoušek laminace na skutečném výrobním zařízení je nejspolehlivější způsob, jak ověřit vhodnost materiálu před tím, než se zavážete k objemovým objednávkám. Renomovaní dodavatelé poskytnou aplikační podporu a doporučení procesních parametrů jako součást svých technických služeb.






